歡迎來到鹽山昱通螺旋鋼管實體生產企業!



歡迎來到鹽山昱通螺旋鋼管實體生產企業!

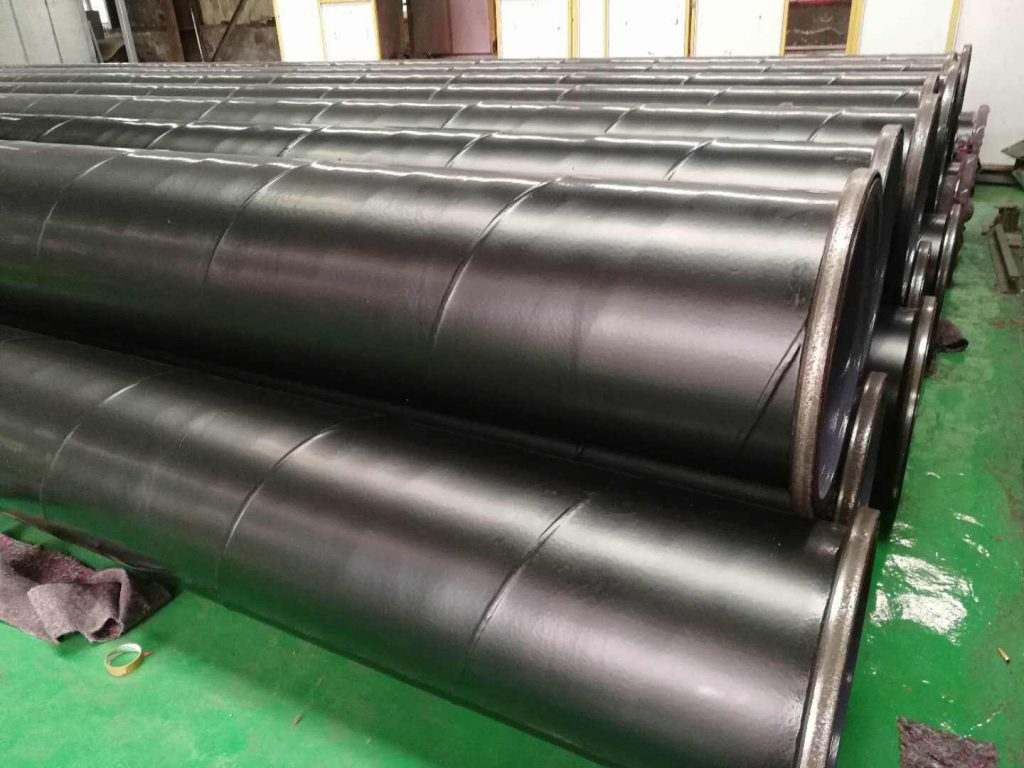
專業生產銷售大口徑厚壁國標螺旋鋼管,廠內加工防腐/保溫/涂塑
139-0327-6700
0317-5760336
專業生產銷售大口徑厚壁國標螺旋鋼管,廠內加工防腐/保溫/涂塑
×139-0327-6700
螺旋焊接鋼管是指用鋼帶或鋼板彎曲變形為圓形、方形等形狀后再焊接成的、表面有接縫的鋼管。按焊接方法不同可分為電弧焊管、高頻或低頻電阻焊管、氣焊管、爐焊管、邦迪管等。按焊縫形狀可分為直縫焊管和螺旋焊管。電焊鋼管用于石油鉆采和機械 制造業等。爐焊管可用作水煤氣管等,大口徑直縫焊管用于高壓油氣輸送等;螺旋焊管用于油氣輸送、管樁、橋墩等。焊接鋼管比無縫鋼管成本低、生產效率高。直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~100%,而且生產速度較低。
因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。厚壁螺旋鋼管的高頻焊接過程講解,機組的前端配備加載環路,直縫鋼管,高頻焊接過程完成后在高頻焊管高頻焊管單位的單位通常是由輥軋成形,高頻焊接,擠壓,冷卻和大小,飛鋸切割零件,等回頭單元結束時配備的鋼管架,電子零件主要是高頻發生器,直流勵磁發電機和儀表自動控制裝置等。高頻直縫焊接鋼管生產工藝直縫鋼管是由高頻焊接機必須具有成圓形管和直縫焊接鋼管的規格的帶鋼線圈。螺旋鋼管鋼管的形狀可以是圓形或方形或異形的取決于焊后的定徑軋制。低碳鋼焊接鋼管的材料主要是和sigma 300 N / s或更低SIGMA 500 N / s或更低的低合金結構鋼和其他鋼鐵產品。泰安市市政排水用厚壁螺旋鋼管生產廠家直縫鋼管的生產技術的高頻焊接過程如下:使邊緣的局部加熱到熔融狀態的焊接鋼。高頻焊接,鋼管以及良好的高頻焊接鋼管是根據電磁感應的原理和交流充電導體的集膚效應和鄰近效應和渦流加熱效果。
通過擠壓輥,晶體之間的對接焊縫的接頭,從而達到目的的焊縫焊接高頻焊接用填充物,無焊接,螺旋鋼管無焊接飛濺,窄間隙焊接是一種感應強度(或接觸壓力焊接)熱影響區和焊縫成型美,焊縫機械性能好等優點,因此被廣泛用于鋼鐵生產。鋼管的高頻焊接使用的交流電流(交流),鋼帶軋制成型后的趨膚效應和鄰近效應,形成截面為圓形的破碎管坯,鋼坯的中心附近的感應線圈旋轉在一個或一組的阻抗阻抗(磁體)和管口形成一個電磁感應圈,和趨膚效應和鄰近效應的影響,管的開口邊緣,以產生強大的和濃的加熱效果,使焊縫邊緣輥擠壓后,迅速地加熱到所需的溫度焊接時,在熔融金屬之間的接頭實現的晶體,冷卻后形成堅固的對接焊縫。

? 2019-2025 YuTongPipe Inc. 鹽山昱通管道有限公司